学术交流
冲击式整形机若干技术参数的分析和优化
发布日期:2016-08-15 浏览次数: 次
冲击式整形机若干技术参数的分析和优化
现代混凝土需要高品质的骨料,传统的圆锥破碎机和细碎颚式破碎机既无法提供立方颗粒含量较高的骨料(>80%),而且处理能力也较低。冲击式破碎机能有效解决这个问题。但卧式冲击式破碎机因机器的磨损损耗较高受到制约。特别是在加工硬石料时更显突出。因而立轴式冲击破碎机(整形机)成为骨料加工行业,尤其是机制砂生产的主力设备,其研究与改进也成为砂石骨料加工机械设备企业产品研发的热点。
立轴式冲击式整形机的工作原理不是通常的挤压破碎,其过程是石料从上端中心给入,由锥面将石料分布于叶轮腔内底部。石料在旋转中被加速,同时向叶轮外缘出口通道运动。后以较高的速度由抛料头抛离。而石料利用自身的动能,与涡流腔壁的砧板冲撞。导致石料沿自身的薄弱部位(节点、纹理、裂纹等)产生分裂,松散而破碎。它具有冲击能充分利用、易损件磨损少、成品中粉末含量低的特点。
立轴冲击式破碎机机主要由上盖、机身、机架、转子、电机及传动几部分组成。结构如图1所示。
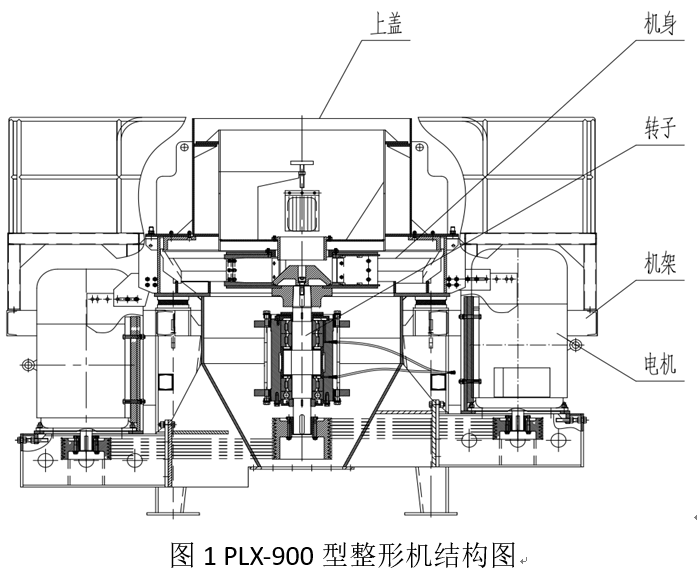
其中上盖为进料部件,电机通过皮带传递动力,机架与地基固定,支撑整个机器。机身上部与上盖连接,下部与机架固定。自身既是转子部件的机座,又与转子中的叶轮组成涡流工作腔。转子是最重要的工作部件,主要由主轴和叶轮两部分组成。石料将通过它布料、加速、抛射、冲击腔壁、相互碰撞而破碎整形。我公司2008年就着手研发、试制整形机,并进行了多年的数据采集和经验积累。2015年初决定对部分技术参数优化改进,取得效果后即在此基础上开发了适应性更广的系列产品。900规格整形机改进设计的思路是电机功率、转速不变。机架、机身上盖等以焊接为主的构件基本不变,着重于转子部件的改进。其中叶轮内部的零件布置等进行参数优化;主轴部分则要提高强度,使整机的性能和可靠性有较大的提升。
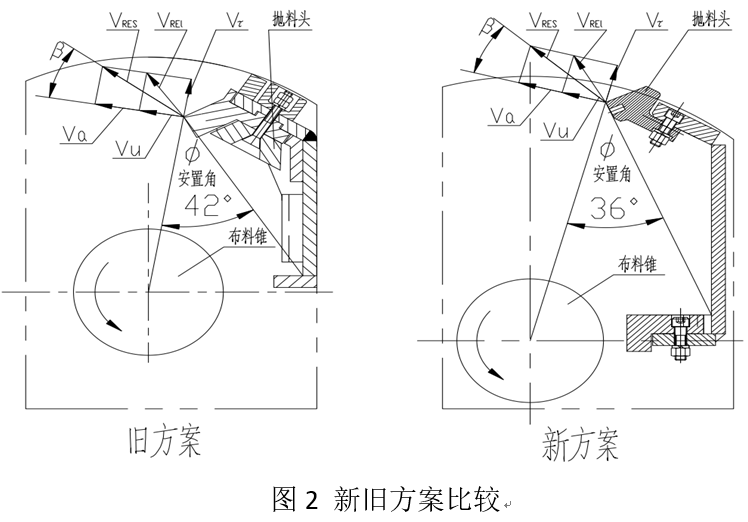
如前所述,立轴冲击式整形机是利用石料的动能冲击破碎,动能大小为:1/2mv²,其中m为石料的质量,它受到整机的石料进出通道大小,旋转系统的平衡水平等因素的制约。进料规格限定在一定的范围之内。这样破碎的关键参数就在于石料的冲击速度。这是一个合成矢量。它决定于抛射时径向分量和切向分量的大小。径向分量就是石料在叶轮腔内旋转时沿导料板安置角方向速度(VREL)的一个分量(Vτ),而切向分量是一个叠加值,叠加的方式决定于导料板安置方式(有前置、后置和径向三类),本机采用前置方式。叠加值之一是转子的线速度Va,在转速一定的前提下取决于抛射点的半径Ra大小。叠加值之二是速度VREL的切向分量Vu的大小。VREL决定于转速ω,抛射点半径Ra和布料锥底部半径Ri。而切向和径向分量的分解与导料板的安置角φ相关,有关速度的分解与合成参见图2.在转速、叶轮直径、布料锥大小不变的前提下,着眼于尽可能增大抛射点的半径Ra,适当调整导料安置角φ,提出了改进方案。新旧方案抛料头的布置见图2.
其中上盖为进料部件,电机通过皮带传递动力,机架与地基固定,支撑整个机器。机身上部与上盖连接,下部与机架固定。自身既是转子部件的机座,又与转子中的叶轮组成涡流工作腔。转子是最重要的工作部件,主要由主轴和叶轮两新旧方案的参数变化,导致了石料冲击速度VRES和抛射角β的不同。为获得最佳的碰撞破碎效果,布置在机身腔壁的砧板的安置角α相应作调整。两个方案相关参数的计算过程见表1.
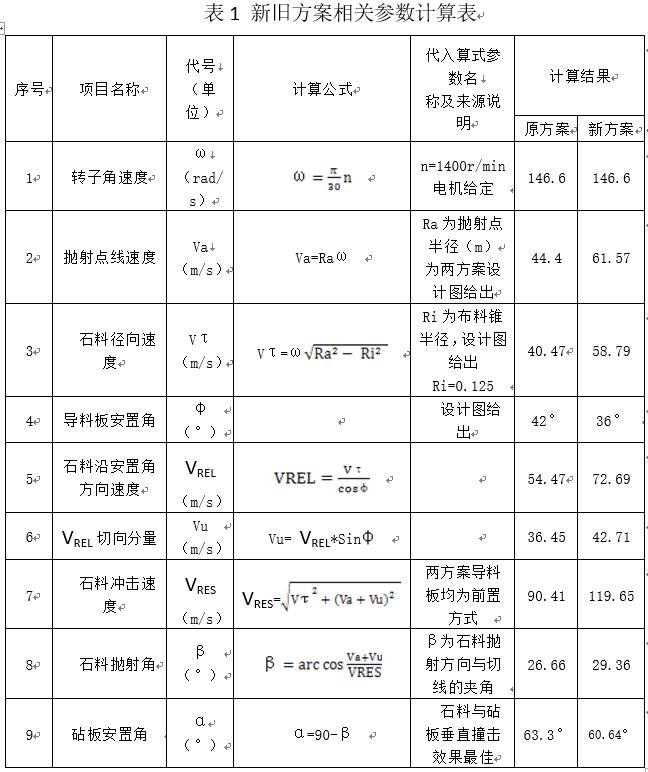
计算结果显示,通过调整抛料头、护板、耐磨底板、安装立板零件的尺寸及其相互组合的位置关系,石料的冲击速度提高了32.34%,提升了整机的处理能力。
在相关参数优化设计的同时,还对该机型中若干零件进行了一系列的改进设计,例对主要受力零件主轴和轴承进行了强化,同时为与较大规格产品的零件通用打下基础;增设了稀油循环润滑系统,改善了轴承的润滑效果;为便于维修保养,增设了液压开启装置。改进后的机型经四川、湖北、江西、安徽、江苏等地使用证明,设备的工作效率和可靠性都明显提高,受到用户的普遍肯定。
针对部分用户对机制砂的需要,我们通过变换撞击砧板等零件实施以“石打石”为主的破碎整形到“石打石”和“石打铁”兼顾的整形、制砂的功能转换。开发了同一机型规格,通过极少量零件更换,形成了制砂机和整形机两种功能产品。
在此基础上,我们进一步研制了以叶轮直径大小为规格主参数的系列产品,目前已形成PL900、PL1100、PL1300三种规格,各有两种功能共6个型号的立轴冲击式破碎机系列产品,更好的满足了市场和用户需求。
分享:
中国砂石协会
2016年08月15日
- 会员企业
- 理事单位