学术交流
机制砂在预拌砂浆生产过程中关键技术的探讨
发布日期:2020-06-18 浏览次数: 次
机制砂在预拌砂浆生产过程中关键技术的探讨
尤大晋
编者注:配方为根砂为本,得砂者得天下。目前天然砂的渠道越来越紧张,大部分企业转用机制砂,但许多砂浆质量事故与砂有关。常州市自2005年基本普及了预拌砂浆,形成了砂浆预拌化的“常州模式”,许多科研、政策都走在了全国前列。
本人根据常州地区预拌砂浆企业发展的实践,提出了《低碳经济促进预拌砂浆生产方式的转变》,从资源综合利用、城市环评认证、预拌砂浆的成本及施工可行性的角度,对普通预拌砂浆生产方式进行了论述,可谓是一石激起千层浪,在全国预拌砂浆行业中引起了反响,有些地方行政管理部门也把机制砂预拌砂浆生产企业作为重点的推动方向,一些想投资建厂的企业纷纷来常实地考察,一些预拌砂浆设备制造企业有志于投入到这个领域大展宏图,毋庸质疑,作为引导预拌砂浆生产企业不用烘干,走低碳经济发展的道路是无可非议的,各地要根据当地的资源情况、环评审批的要求作综合的考量,切莫全盘否定天然砂预拌砂浆生产企业,一哄而上。同时机制砂预拌砂浆生产工艺有其独特的方面,在生产控制、材料测试和施工应用上和天然砂预拌砂浆有着不同之处,某些方面还有着天然砂预拌砂浆不足的特性,下面就机制砂预拌砂浆生产过程中的关键技术作逐一的探讨。
一、 正确理解预拌砂浆的工作性能,生产高质量经久牢靠和满足施工性能的砂浆
我们所指质量经久牢靠的砂浆主要是通过预拌砂浆的强度来体现的,由于目前预拌砂浆的胶凝材料是水泥,所以水泥砂浆的水化过程对砂浆的强度有着及其重要的作用。预拌砂浆强度的形成,是水泥水化过程和细集料、添加剂相互作用的过程,预拌砂浆加水之后,水泥形成水化物即发生复杂的物理化学反应,其主要机理简单可以表述为:水泥中某些组分的溶解;溶液中的化学反应以及各种电解质离子间相互作用;固体表面水泥水化物及其它沉淀物的生成;水化物晶体的生成、生长以及三维结构的形成;砂浆细集料及水化物晶体在固体颗粒空隙间充填、搭桥。所以说预拌砂浆强度形成的关键首先是水泥的组成和细集料的级配,其次是水灰比的控制,再次是添加剂种类及添加方式和外界温度,湿度及搅拌情况。我们探讨的是机制砂和天然砂,由于天然砂无论我们人工如何调正级配,肯定不如机制砂形成的筛余曲线合理,由于机制砂所形成的各规格颗粒的合理,机制砂预拌砂浆的强度要比天然砂预拌砂浆的强度要好,实践也证明同一品种砂浆,机制砂砂浆中的水泥掺量要明显节约。然而盲目通过增加水泥掺量来提高砂浆强度和品质,则往往事与愿违,反而会造成预拌砂浆上墙后的开裂,预拌砂浆强度富裕量并不是越高越好,合适的控制是各实验室鉴于各种材料组成及工艺过程的综合体现。
我们所说的预拌干粉砂浆是经干燥筛分处理的细集料与胶凝材料以及根据需要掺入的保水稠材料、化学外加剂、矿物掺合料等组分按一定比例混合而成的固态混合物,而机制砂和天然砂的区别就是细集料的不同,天然砂经过河水日长年久的冲刷,形成的颗粒圆润光滑,而机制砂是有符合要求的石块,经立轴冲击式破碎机而制成,大部分成立方体,并且颗粒之间的咬合力要比圆润光滑的河沙好,这样就强度而言有它的优点,但相对施工性能不经处理就肯定不如天然砂的预拌砂浆,所以相对工作性能就要差一点,特别在抹灰砂浆的施工中,工人会感觉手感比较拖重。
我们所说预拌砂浆的工作性能,就是指加水搅拌好的砂浆在工程施工中的难以程度。这是任何一个生产企业必须关注的指标,预拌砂浆的工作性能是预拌砂浆最重要、最基本的性能,工作性能的好坏直接决定着预拌砂浆是否能够应用到工程中,不同种类的预拌砂浆,其工作性能好坏的判断依据并不相同,满足机械化喷浆的砂浆必须达到其保水率和稠度,如果用来人工抹灰,那工人的手感就肯定会有不同,所以我们要作全面的分析,不能一概而论。根据砂浆可施工的难易程度,可把工作性能分为差、较差、较好、好四个等级。工作性能没有明确的衡量指标,主要是根据实际操作中的感觉来区分。例如,在抹灰砂浆施工时,把难以涂抹在墙体上,或者涂抹在墙体上后很快就会脱落的抹灰砂浆定义为工作性差;把可以容易的涂抹在墙体上,施工厚度能达到要求,无脱落滑移,且无材料浪费现象的抹灰砂浆定义为工作性好。由于机制砂细集料制成的预拌砂浆,它的特性和天然砂制成的预拌砂浆不同,强度有优势,但施工性能我们在生产工艺控制中必须加入添加剂,在不影响强度的前提下,通过增加砂浆的微细泡来提高砂浆的滑爽感,减轻机制砂棱角毛糙所带来的施工性能差的状况,从而来提高机制砂砂浆的施工性能。
二、生产满足机制砂预拌砂浆细集料,是确保砂浆品质的关键
(1) 砂的粒度及颗粒级配
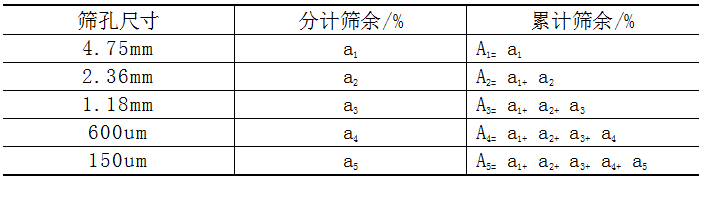
砂的粒度是指不同粒径的砂混合在一起后的平均粗细程度;颗粒级配则是指砂中大小颗粒的搭配情况。砂的粒度和颗粒级配都通过筛分法确定。用细度模数表示砂的颗粒级配情况。其关系如表所示。
分计筛余与累计筛余之间的关系
砂的细度模数(MX)是衡量砂粗细程度的指标,按照下式计算:
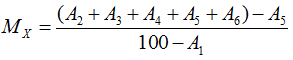
细度模数MX越大,表示砂越粗。其中细度模数MX=2.2~1.6为细砂,适合预拌砂浆使用;实践证明矿山尾矿石制成的机制砂,其自然形成的筛余曲线比人工级配的自然砂更加合理,能充分保证各个级配的有效成份,这样就从根本上减少了干粉砂浆的离析现象。同时立轴冲击式破碎机的制砂原理,要求我们一种是人工级配砂和控制使用通砂,人工级配则要对不同规格的砂进行分别存放,然而级配使用;而通砂则必须通过控制的手法使生产的砂符合预拌砂浆细集料模数和砂区范围的要求,下图为砂的颗粒级配示意图。
砂的颗粒级配区示意图
注:砂的实际颗粒级配与表中所列数字相比,除5.00mm和0.630mm筛外,可以允许略超出分界线,但总量应小于5%。
一般选用Ⅱ区比较好,Ⅰ区和Ⅲ区一种通常制成的砂浆稠度差难易施工,统称比较嘎,另一种则砂浆的塑性收缩开裂现象难以控制。
(2) 砂的技术性能要求
砂中所含有的黏土、淤泥、有机物、云母、硫化物和硫酸盐等,是对材料性能产生不利影响的有害杂质。黏土、淤泥黏附于砂粒表面,影响水泥与砂粒的黏结,降低材料的强度、抗冻性和耐磨性等,并增大预拌砂浆的水化收缩。砂的坚固性、密度、体积密度、空隙率砂的密度、体积密度、空隙率、碱集料反应等是衡量砂的技术性能指标,相对机制砂则关键是要对符合立轴冲击式破碎机进料块状料的选用,目前主要控制的是含泥量和石块的压碎值的控制,目前所能制砂的岩石一般有花岗岩、天然河卵石、安山岩、流纹岩、闪长岩、砂岩、石灰岩,制成的砂按岩石的种类不同,有不同的强度,同时不同强度的岩石对于立轴冲击式破碎机的制砂效率和成砂情况都是不同的,所以我们要根据岩石压碎值指标来合理的选用,就是不同矿的石灰岩压碎值指标也是不同的,压碎值指标高则粉状料多,压碎值指标低则粉料少,这对控制粉料是有难度的,为了保证机制砂砂浆工艺要求的合理性,机制砂生产企业必须找到一种合理的材料选用方案,必要时可采用比例搭用。
(3) 砂的选用
砂浆中的集料是不参与化学反应的惰性材料,在砂浆中起骨架或填料的作用。通过集料可以调整砂浆的密度,控制材料的收缩性能等。砂浆中所用的细集料粒径一般小于5㎜,所以必须经过筛分,最大粒径应通过5mm筛孔。由于砂越细,其总表面积愈大,包裹在其表面的浆体就越多。当砂浆拌合物的稠度相同时,细砂配制的砂浆就要比中粗砂配制的砂浆需要更多的浆体,由于用水量多了,砂浆强度也会随之下降,因此,优先选用级配砂配制建筑砂浆,但还需根据砂浆的用途、使用部位、基体等进行选取。如砌筑砂浆,对于砖砌体,和毛石砌体,由于毛石表面多棱角,粗糙不平,宜采用中粗砂。对于抹灰砂浆,砂的细度模数适宜于2.2左右。
三、加强机制砂生产过程的控制,是稳定机制砂质量的主要手段
我们知道天然砂制成的预拌砂浆,细集料来源一旦稳定,生产工艺过程主要是筛分后的如何级配,及如何加入添加剂来提高预拌砂浆的工作性能,而机制砂则是通过立轴冲击式破碎机制成,所以对立轴冲击式破碎机控制就显得尤为重要,好的筛余曲线机制砂是通过立轴冲击式破碎机生产出来的,所以设备的状况、筛网的尺寸、物料的流通性,都是生产过程必须随时掌控,只有这样才能确保生产出好品质的机制砂。
在设备管理中要具体制定立轴冲击式破碎机的管理规程,对传动部分要定点定时检查,导向轮、撞击衬板要掌握磨损情况,要从实践中摸索出根据设备状况对不同硬度石块撞击的音质声,来判断成砂的状况。
要根据试验室确定的砂粒要求,合理选择筛网的形状和及规格,生产过程中要随时掌握机制砂的通过流量,杜绝筛网不通畅的现象发生。
设立立轴冲击式破碎机定点出料口定时检测制度,通过质量控制点的设立,随时掌握机制砂的流量和成砂的分布。
其次就生产过程的管理还必须做到:
(1)企业预拌砂浆负责技术的试验室会同有关部门制定的重要质量控制方案,经总工程师或管理者代表批准后执行。试验室负责监督、检查上述方案的实施。
(2)预拌砂浆的生产过程控制应采用电脑程序控制,计量应采用电子计量称,并定期对计量称进行校准。
(3)及时对成砂的含水率应小于0.5%,机制砂的含水率测定每班不应少于1次,当含水率有显著变化时,应增加测定次数。
(4)砂的筛分应采用分级筛分,按不同粒径等级分别储存在筒仓内,并确保颗粒均匀,便于配制不同细度模数的预拌砂浆。
(5)为保证预拌砂浆质量,配料岗位应根据试验室下达的配方通知单要求进行配料。配料要严格、计量要准确、操作要精心,力求配料均匀、稳定。添加剂的掺入必须均匀、准确。
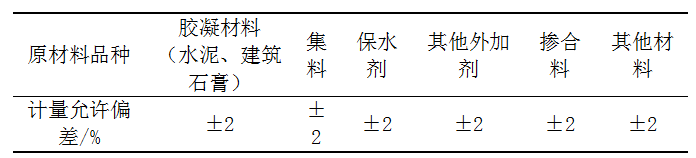
(6)各种原材料的计量均应按质量计,计量允许偏差不应大于下表规定的范围;
预拌砂浆原材料计量允许偏差表
(7)机制砂砂浆应采用机械强制搅拌混合,搅拌时间应不低于2min,混合搅拌设备要满足生产不同品种预拌砂浆要求。
(8)不同品种、强度等级的预拌砂浆应按生产计划组织生产;生产品种更换时,混合及输送设备必须清理干净;原材料和生产条件发生变化时,应及时调整配合比。
(9)砂浆散装库应有明显标识,预拌砂浆必须送入试验室指定的库内。
(10)预拌砂浆的生产过程环节必须详细记录并保留各原始记录。
来源:中国砂浆网
分享:
中国砂石协会
2020年06月18日
- 会员企业
- 理事单位