专业文库
砂石旺季,设备可不敢出问题——带式输送机断带故障解决方案
发布日期:2018-09-05 浏览次数: 次
砂石旺季,设备可不敢出问题——带式输送机断带故障解决方案
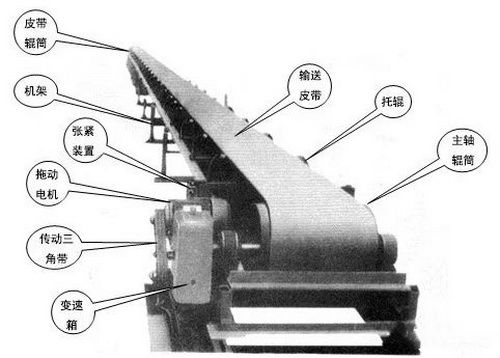
带式输送机因其传送间隔远、传送办法简单、传送速度快等优点在物料传送方面使用广泛。因为受作业环境和作业性质及带式输送机质量等的影响使得带式输送机在作业过程中出现断带现象,不只影响生产,也会对作业人员的生命安全造成威胁。砂石这么贵,又是施工旺季,皮带机故障可不能耽误,本文分享带式输送机断带的原因及解决办法。

断带的危害
带式输送机断带后,胶带会自然下滑,同时输送机会出现逆转现象。如果是正满载物料运行的输送机出现断带了,那么上下胶带会滑向底部,联合载送的物料一起将机尾埋没,同时也会对设备本身造成巨大伤害。此外,胶带在下滑时会不规律的甩动,对输送机本身造成不可逆的损害。在此过程中,对边管、托辊等部件也会造成不同程度的损坏。最为严重的情况是,失去控制的输送机会损坏周围电缆,管物等铺设物,破坏电路和整条生产线,或引起火灾,严重时会危及人身安全,给生产造成重创。
断带事故原因
1、硫化接头的质量问题
如果强力皮带机的硫化接头质量不过关,由于硫化工艺的问题使接头处出现裂纹和起泡、夹层或橡胶老化开裂,造成钢丝绳芯抽出、进水锈蚀、钢丝绳芯外露磨损,甚至出现断裂现象,使胶带强度降低。
皮带机接头分为机械接头和硫化接头,前者不如后者,现已很少用。
接头作为皮带机两节胶带相互间的连接点,如果其质量不好极有可能造成断带事故产生,接头往往会在下面四种情况下出现断带:
1)硫化接头在使用过程中往往会因粉尘覆盖在钢丝和胶料而致使后者出现锈蚀或开胶,进而造成接头断裂。
2)局部硫化过程中,如果钢丝芯胶带接头是张紧状况,此时如果进行加热会造成钢丝绳和橡胶层内出现细小抽动,进而增加接头断裂的可能性。
3)皮带机接头制造商所使用材料不达标,就容易使其被磨损、腐蚀变脆弱,这样一来在强作用力的情况下极易出现断裂。
4)生产接头时所采用的硫化工艺标准不合格或者执行不严,所生产出来的接头质量不达标也会出现断裂事故。
2、胶带的质量问题
硫化接头的质量不合格会造成断带情况的发生,同理,胶带的质量也会使得带式输送机出现故障。若是胶带的质量达不到相应的标准,机体工作时受到强烈外力的影响,使得芯胶不断开裂,再加上空气中的水分对其的长期腐蚀,使胶带失去了其本有的耐张强度,这也就导致了断带情况的发生。
3、机体的质量问题
机体的设计不够合理或者钢丝绳芯强力胶带受到超负荷使用,都有可能导致钢丝绳被拉断,一旦钢丝绳强力胶芯被拉断。就会造成断带情况的发生。
4、重载启动
带式运输机在重载启动过程中有一个不够稳定的阶段,这时驱动设施带给输送带的惯性力和牵引力可以用适当的波速在传送带上叠加、反射以及传播。而且输送带在运作时还要考虑到其他因素。这样的环境下直接就改变了输送带的运作方式,倘若运输机瞬间最大应力超过运输机的最大承受值,就会导致输送带出现断裂现象。

5、张力瞬间变大
在断带运输机的运行过程中,会受到一些异物的卡阻,而发生卡阻现象之后会对胶带自身的张力产生影响,导致其瞬间增大,此时运输机运载的重量超过自身可以承受的重量,断带的现象就发生了。
6、张紧设施出现故障
如果对张紧设施调整不当或是在张紧设施出现故障的情况下,张紧力超过正常范围内的力度就会使得阻力变大,胶带就会出现紧绷的现象;但是如果张紧力小于正常范围内的力度时,阻力减小,就会导致胶带出现松弛的现象,所以带式运输机如果负载的重量过大或是运输机进行重新启动的时候,都能够导致胶带出现断带的现象。
7、应力集中影响
当带式运输机在运作时,跑偏或异物卡在运输机上,导致撕裂的现象发生,这样的环境下会使得胶带受集中应力的影响而出现断带。
8、保护装置存在错误动作
由于大量的断带保护装置的使用情况好坏不一,所以在使用过程中,如果出现错误动作,同时带式输送机仍然能够正常运作,在这种情况下,受到保护器抓捕力的作用影响,处于高拉力的环境下,会导致断带的现象发生。
预防断带措施
1、严格把控胶料质量
在选择胶料的过程中,务必要使用生产厂家所制定的产品,并且保证所有采购胶料均具有保质期、合格证书、制造日期、出厂证明、规格型号等标签,如若胶料没有标签则一律不予以购进。对接头和钢丝绳芯状况用专用仪器进行定期检查和实时监测,发现钢丝绳芯出现抽动和断丝、覆盖胶破损起泡、裂纹等现象要及时处理。
此外,在存放胶料时,应当避免强光直接照射,将其存放于阴凉处,且避免和有害化学物质相接触。最后在使用胶料前必须做好相应鉴定工作,保证其质量达标后才能够使用。
2、合理选择接头长度和类型
当前,接头类型大部分都是三级全搭接,少数使用二级搭接。而对相关试验研究可知,一级与三级全搭接接头保持率较高。如若相同皮带搭接形式不同,那么相邻钢丝绳的间距亦有所差别。一级间距最小,往上逐步增大。而间距越大,则越有利于提升硫化接头的强度。选择接头形式要根据皮带的带型、带强、钢丝绳根数、钢丝绳直径、钢丝绳间距等诸多因素综合比较而定。
3、严格把控硫化工艺
接头硫化是安装作业过程中决定胶带质量的最后一道重要工序,准确地掌握其技术条件,是保证接头强度和接头寿命的关键,硫化过程的技术条件主要也就是硫化的三要素,即硫化的温度(142~148℃范围内,不可大过150℃。)、时间、压力。硫化过程的技术条件控制得不严或不当,就会造成欠硫、过硫、脱层、起泡和重皮、皮带跑偏等质量缺陷,将给日后的运行和维护带来不良后果。
4、合理裁制胶料
因为橡胶具有一定的硫化收缩率,所以在对其进行裁制的过程中其尺寸可稍大,但不应偏小。
依据胶带型号来对其面胶宽度以及芯胶进行合理确定。如果是斜接头,那么在对其长度进行确定时,应当将斜出长度计算上去。在对胶料进行裁制时,将固定好接头后挡铁的距离作为面胶宽度,其两端宽度可能不相同,而接头全长即为其长度。
5、加强对皮带的管理
加强管理,制定严谨的输送机操作、检修制度和包机责任制度,加强对相关人员的技术培训;禁止运送超长、超重设备,尽量避免重载启动,避免大块物料或其他异物卡阻胶带;加强对输送机的巡检和日检工作,保证托辊运转正常,及时更换有故障的托辊和变形的托辊架;加强对张紧装置的检查,保证张紧程度在允许的范围内。
在实际生产中,导致皮带机出现断带事故的原因多样,必须正确分析其事故原因,并采取有效的措施来处理与预防,最大限度地降低皮带机的事故发生率。日常工作中应该注意对带式输送机进行定期保养和检查,使用时注意使用方法,一旦发现有断带故障出现,应及时停机并查找原因,解决问题。
分享:
中国砂石协会
2018年09月05日
- 会员企业
- 理事单位