学术交流
石屑怎么使用?——颗粒整形对石屑性能改善的试验研究
发布日期:2019-02-25 浏览次数: 次
石屑怎么使用?——颗粒整形对石屑性能改善的试验研究
颗粒整形对石屑性能改善的试验研究
谭世霖、蒋雪琴、杨医博等
摘要:石场在不同的加工机械与工艺条件下得到的石屑性能差别较大,导致可在混凝土中利用的石屑数量非常有限。为了增加石屑的可利用性能,进行了石屑颗粒整形的研究。研究结果表明,对石屑进行颗粒整形,能够将不满足建设用砂要求的石屑,加工成除石粉含量略高外,其它性能均满足建设用砂要求的整形石屑。
关键词:颗粒整形;石屑;性能改善;资源化
0 前言
随着基础设施建设的快速发展,我国砂石资源大量消耗,导致河砂资源匮乏,河砂价格飞涨。加强河砂替代品的研究,多渠道拓展砂子的供应,降低砂子的价格已成为建筑业的迫切要求。
石屑是生产碎石过程中筛出的副产品,是较好的河砂替代品之一,一些缺砂地区已将石屑应用到实际工程中。实践中发现,石屑的性能直接影响混凝土的工作性能与力学性能。然而,石场直接产出的石屑多存在棱角尖锐、粒形欠佳、级配不良等问题,加之人们的观念影响,使石屑难以在混凝土中推广应用。为了提高石屑的利用率,笔者开展了石屑颗粒整形研究,探索整形工艺对石屑性能改善的效果。
1 石屑的特点与选用
1.1 石屑的特点
从前期研究中发现,由于石场原岩性能不同和采用的破碎设备生产不同,导致生产的石屑性能存在较大差异:石屑表观密度介于2560~2760千克每立方米之间;松散堆积密度介于1387~1669千克每立方米之间;空隙率介于39.2%~48.0%之间;石屑的细度模数在2.29~4.27之间;石屑中石粉的含量范围在4.7%~22.2%之间。
1.2 石屑的选用
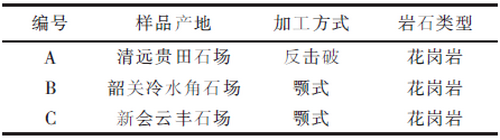
目前,石场加工碎石的方法主要有两种:采用颚式破碎机和反击式破碎机生产碎石。笔者从前期研究中发现,从石场直接产出的石屑在两种不同的加工条件下,性能有较大差别。因此,在选用石屑进行整形试验研究时,针对两种碎石生产工艺选取了三种石屑进行研究,选用石屑情况见表1。
表1 石屑样品表
2 石屑颗粒整形的试验方法
石屑整形采用专门设计的设备加工完成,整形设备见图1,该设备由给料机、振动筛、高效制砂机、传送带等几部分组成。
石屑的加工过程:石屑进入给料机后通过传送带输送到振动筛,用振动筛对石屑进行筛选,将小于5mm的颗粒直接出料,将大于5mm的颗粒运送到高效制砂机中进行加工整形;制砂机加工后的石屑再次输送到振筛机进行筛选,循环直至全部石屑小于5mm。将全部加工后的石屑混合均匀后,得到整形石屑。
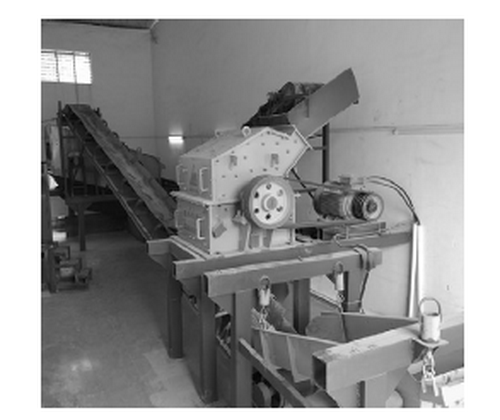
图1 石屑整形设备
3 颗粒整形对石屑性能的影响
3.1 石屑的外观
三种石屑整形前后的形状见图2~图4。
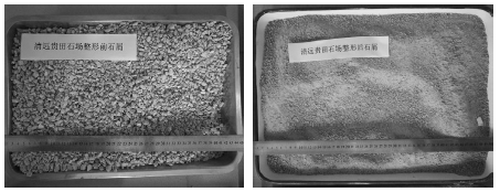
图2 清远贵田石场石屑形貌
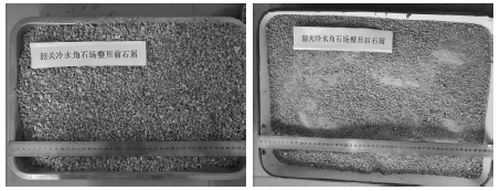
图3 韶关冷水角石场石屑形貌
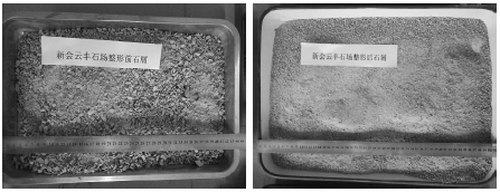
图4 新会云丰石场石屑形貌
由图可见,石场产出的石屑颗粒棱角较多,尤其是颚式设备加工的石屑棱角更为明显,而整形后的石屑颗粒棱角较少、粒形较好,但粉体明显增加。
3.2 石屑的颗粒级配
三种石屑加工前后颗粒级配数据列于表2。三种石屑加工前后颗粒级配的筛分曲线与GB/T14684—2011《建设用砂》[5]中机制砂的分区绘制筛分曲线见图5~图7。
表2 石屑筛分结果
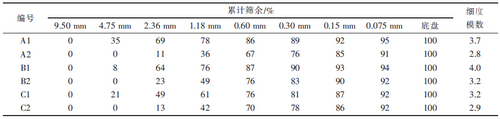
图5 清远贵田石场石屑筛分曲线
由表2可知,石屑A1颗粒在2.36mm以上的比例非常高,累计筛余为69%,总体粒径偏粗。石屑A1按机制砂级配区评价见图5(a)。由图5(a)可见,石屑A1整体级配不良,不符合级配要求,按细度模数划分为粗砂。石屑A2不含4.75mm以上颗粒,而含有15%小于0.15mm的细颗粒,总体颗粒偏细。
石屑A2按机制砂级配区评价见图5(b)。由图5(b)可见,石屑A2级配曲线全部落在Ⅱ区,颗粒整体级配良好,按细度模数划分为中砂,表明A石屑整形效果良好。
由表2可知,石屑B1在2.36mm粒径含量比例很高,分计筛余占56%,而大于2.36mm的颗粒占64%,总体上粒径偏粗。石屑B1按机制砂级配区评价见图6(a)。由图6(a)可见,石屑B1的整体级配不良,不符合级配要求,按细度模数划分为粗砂。
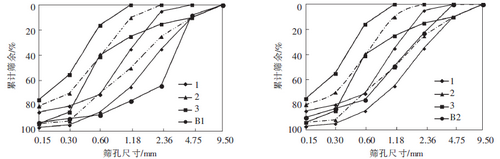
图6 韶关冷水角石场石屑筛分曲线
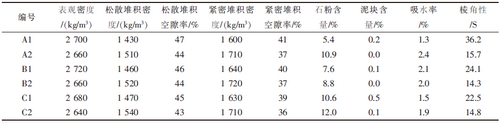
石屑B2不含4.75mm以上颗粒,而含有10%小于0.15mm的细颗粒,总体颗粒偏细。石屑B2按机制砂级配区评价见图6(b)。由图6(b)可见,石屑B2的级配曲线全部落在Ⅰ区,颗粒整体级配良好,按细度模数划分为粗砂,表明B石屑整形效果良好。由表2可知,石屑C1中不含超过9.5mm的颗粒,但2.36mm以上粒径含量偏高,累计筛余为49%,总体上粒径偏粗。
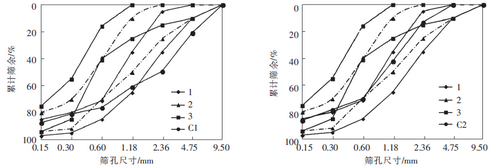
图7 新会云丰石场石屑筛分曲线
石屑C1按机制砂级配区评价见图7(a)。由图7(a)可见,石屑C1的整体级配不良,不符合级配要求,按细度模数划分为粗砂。石屑C2不含4.75mm以上颗粒,而含有14%粒径小于0.15mm的细颗粒,总体颗粒偏细。石屑C2按机制砂级配区评价见图7(b)。由图7(b)可见,石屑C2的级配曲线全部落在Ⅱ区,颗粒整体级配良好,按细度模数可划分为中砂,表明C石屑颗粒整形效果良好。
通过以上分析可知,三种石屑在加工前均不满足GB/T14684—2011规定的机制砂级配的要求。颗粒整形加工以后,三种石屑均可满足GB/T14684—2011规定的机制砂级配的要求,表明三种石屑颗粒的整形效果均良好。
3.3 物理性能
三种石屑加工整形前后的堆积密度、紧密密度、空隙率、石粉含量、坭块含量、吸水率和棱角性等物理性能试验结果见表3。
3.3.1 表观密度
由表3可以看出,三种石屑整形前后的表观密度均大于2500千克每立方米,符合GB/T14684—2011的规定,但三种石屑整形后的表观密度比整形前均有所减少,减少率介于1.5%~4.8%之间。这主要是由于石屑颗粒整形以后其中的石粉含量增多、石屑粒径减少所致。
表3 样品石屑整性前后的各项性能对比
3.3.2 松散堆积密度和紧密堆积密度
由表3可知,三种石屑整形前后的松散堆积密度均大于1400千克每立方米,符合建设用砂的规定;三种石屑整形后的松散堆积密度与紧密堆积密度均有所提高,其中,松散堆积密度提高幅度4.1%~5.6%,紧密堆积密度提高幅度4.9%~6.9%,说明整形效果良好。这是因为石屑在整形破碎后,大颗粒减少、小颗粒增多,在石屑堆积时,空隙会被小颗粒填充,使得石屑堆积更加密实。
3.3.3 空隙率
由表3可知,三种石屑在整形前的空隙率均大于44%,达不到GB/T14684—2011的要求;整形以后三种石屑的空隙率均有所降低,均可满足GB/T14684—2011的要求,其中,松散堆积空隙率降低介于2%~3%之间,紧密堆积空隙率降低介于3%~4%之间,这主要是因为整形后的石屑松散堆积密度、紧密堆积密度变大,颗粒之间的空隙变小,松散堆积空隙率和紧密堆积空隙率变小。
3.3.4 石粉含量与泥块含量
由表3可知,三种石屑在整形前,除C石屑以外,其余两种石屑的石粉含量满足GB/T14684—2011的要求;在整形加工以后,三种石屑中的石粉含量均较整形前增多,石粉含量增加介于1.2%~5.5%之间,石粉含量超过了机制砂的要求。这主要是石屑整形加工以后,大的颗粒进一步被压碎,从而造成石粉增加。
三种石屑整形前的泥块含量均满足机制砂所规定泥块含量的要求,整形后泥块含量降低,降低介于0.1%~0.4%之间;整形后三种石屑的泥块含量均比整形前降低,这主要是因为整形以后泥块进一步被压碎成更小的微粒。
3.3.5 吸水率
由表3可知,三种石屑整形后,吸水率均比整形前有所增加,增加幅度0.1%~1.1%。这主要是因为随着石屑的整形破碎,表面积增大,石粉含量的增大,石屑的吸水率也随之增大。
3.3.6 棱角性
由表3可知,三种石屑整形后的棱角性均比整形前的棱角性降低。石屑本来具有尖锐棱角的颗粒经过整形后,粒径尺寸变小,粒形变得圆滑,石屑的棱角性流动时间也明显减少,减少幅度7.7~20.5S;其中石屑A棱角性流出时间降低量最大,只有整形前的43.4%。三种整形后石屑的棱角性流出时间较为接近,说明通过加工整形,可以保证石屑具有稳定的粒形。
3.4 力学性能分析
三种石屑整形前后的压碎值试验结果见表4。由表4可见,三种石屑整形前压碎值除石屑C不满足机制砂的要求以外,其余两种均满足机制砂的要求。三种石屑整形后的压碎值均满足机制砂的要求,压碎值12%~15%,压碎值有明显下降,降低幅度7%~8%。
表4 石屑整形前后压碎值指标试验结果
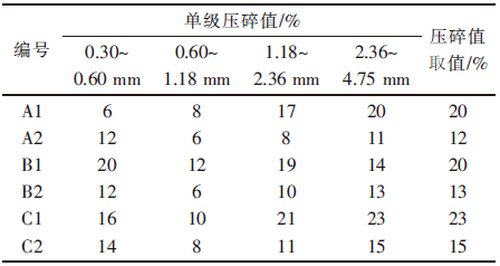
结合表3与表4,分析石屑的棱角性和压碎值指标数据可知,石屑的棱角性大时压碎值指标也同样大,而棱角性小时压碎值指标会随之变小。说明石屑的棱角性会对压碎值指标造成不利影响,而通过石屑加工整形,减少石屑的棱角,有利于增加石屑抗压强度。
4 结论
(1)加工前的石屑颗粒棱角多、粒形较差、颗粒级配较差,不能满足GB/T14684—2011的要求。
(2)石屑颗粒整形后,石屑的性能得到了很大改善,除石粉含量略高外,其它各项性能指标均能满足GB/T14684—2011的要求。整形后颗粒粒形得到改善,颗粒级配较好;由于大颗粒的破碎和大量小颗粒的生成,其堆积密度和紧密密度提高、空隙率降低;泥块含量、压碎值、棱角性降低;石屑颗粒整形后石粉含量和吸水率增加。
来源:中国知网
分享:
中国砂石协会
2019年02月25日
- 会员企业
- 理事单位