学术交流
高速铁路隧道洞渣加工利用干法生产机制砂
发布日期:2021-07-13 浏览次数: 次
高速铁路隧道洞渣加工利用干法生产机制砂
章国辉、邵林、另本春、王国凤、黎小刚
(中铁四局集团有限公司,安徽,合肥,230023)
摘 要:本文依托昌景黄高速铁路项目自建干法加工机制砂生产线,是国内首个环保化、自动化、智能化程度最高的大型机制砂加工场,通过应用实践,介绍干法机制砂加工过程母岩选择、破碎与制砂设备、加工工艺控制要点,为机制砂的加工及工艺优化提供借鉴经验。
关键词:高速铁路,隧道洞渣,干法,机制砂,环保,智能化
机制砂是指岩石、卵石、未经化学处理过的矿山尾矿经除土、机械破碎、整形、筛分、粉控等工艺制成的,粒径小于4.75mm的颗粒,但不包括软质、风化的岩石颗粒。机制砂加工一般分湿法和干法两种,本文依托昌景黄铁路项目自建干法加工机制砂生产线,通过应用实践,介绍干法机制砂加工过程母岩选择、破碎与制砂设备、加工工艺控制要点,为机制砂的加工及工艺优化提供借鉴经验。
1、工程应用背景
昌景黄铁路安徽段位于赣东北和皖南地区,西起江西省南昌市,途经江西省上饶市、景德镇市,东至安徽省黄山市,全长289.807千米,设计速度350千米/小时。本项目位于安徽省黄山市境内,经对工程周边地区砂资源的市场调查,安徽省内天然河砂较少且合格率低。特别是近几年天然砂需用量较大,需从江西赣江及鄱阳湖调运,运距长、价格高且供应量无法有效保证。当地市场机制砂生产“小乱差”,品质不一,调研一些企业生产的机制砂品质难以满足铁路工程混凝土技术要求,不同批次生产的机制砂性能也存在很大差异。
本项目高速铁路隧道洞渣机制砂加工场位于安徽省休宁县龙源村境内,利用弃渣场征地建设,是国内首个环保化、自动化、智能化程度最高的大型机制砂加工场,占地约45亩,设计加工能力300t/h,主要承担东山隧道进口、东山隧道横洞和云头山隧道进口等隧道弃渣的综合利用,设计加工总量约120万吨。
2、原材料母岩选择
2.1母岩技术指标
机制砂加工生产母岩为项目隧道出渣,母岩材质以深成的火成岩和变质岩为主,具体选择可用的母岩为花岗岩为主、绿泥绢云千枚状板岩为辅,是生产机制砂较好的母材,料源相对稳定。
母岩质量是机制砂质量控制的源头,生产机制砂的母岩强度应符合《人工砂混凝土应用技术规程》JGJ/T241-2011 的规定:火成岩≥100MPa、变质岩≥80MPa、沉积岩≥60MPa。本项目隧道洞渣母岩抗压强度为128~150MPa;碱活性为非碱碳酸反应骨料,骨料快速砂浆棒法结果0.04~0.14%,完全满足铁路C50以下细骨料应用母岩要求。需要注意的是花岗岩具有机制骨料粒形好、压碎值低、石粉易于控制的特点,但采用花岗岩为主的母岩应加强对母岩及成品云母和石英含量的检测。
2.2母岩质量控制
隧道围岩变化频繁,出渣质量波动较大,利用隧道洞渣作为生产原料的控制要点之一是对母岩的出渣分选。选好料是前提,也是关键,重点落实质量控制环节。洞渣的岩性、洁净程度、含泥量、含水率、破碎程度均对机制砂的成品质量产生很大的影响。
(1)安排专人经培训,通过目测识别、留样比对,对出渣进行目测判定,选择Ⅲ级及以下围岩作为加工原料,对Ⅲ级以上或夹泥、破碎严重的出渣转为路基填料加工。根据不同岩性分类运输,杜绝不同母岩混装混堆,发现岩性与留样不符,应及时取样检测。
(2)每个隧道口的母岩均需要进行取样检测,实时了解母材质量,保证原材料质量合格。每个洞口出渣满600t检测母岩强度1次,每半年或母岩发生变化时,对其物理化学性能进行型式检测,检测岩性、母岩强度及碱活性,岩性变化时,增加取样检测。对不符合规定的母岩不得运送至加工厂,严禁砂岩、软岩、风化岩用于机制砂生产,严把源头质量控制关。
(3)加工喂料之前,对母岩进行清洗与临时存储,源头减少含泥量及石粉含量,为成品机制砂亚甲蓝及石粉含量的控制提供保证。
3、机制砂干法生产
3.1厂区规划
机制砂加工场根据“分区规划,整齐有序”的原则进行总平面布置,主要分为洞渣堆放区、生产区、成品料区、维修区、石粉堆放区、过磅冲洗区和办公生活区。洞渣原料库、生产车间、成品库均采用装配式钢结构厂房,办公、生活楼采取装配式玻璃幕墙集装箱房屋,维修库房、集中控制室、配电房、门卫岗亭均采用装配式集装箱房屋。
3.2设备选型
机制砂加工场采用国内领先的三次破碎+三次筛分工艺,有效保证了产成品质量、提高了洞渣综合利用率。主要生产5-10mm碎石、10-16mm碎石、16-31.5mm碎石、机制砂和石粉五种产品,机制砂加工场采用制石制砂一体机,洞渣综合利用率可达95%以上。矿料综合利用率是考核绿色矿山的一个重要指标,本项目由于能够生产机制砂且石粉能够得到综合利用,洞渣综合利用率可达90-95%,完全满足国家对绿色矿山的要求。
主要根据母岩岩性、块石尺寸、母岩强度选择破碎设备。该机制砂加工场根据母岩强度及出渣块石尺寸选择颚式破碎与2次圆锥破碎,主要生产及控制设备有:颚式破碎机、圆锥式破碎机、整形制砂一体机(立轴冲击式破碎机)、降噪除尘系统和智能控制系统。
3.3工艺流程
洞渣石料经喂料机均匀地送进鄂式破碎机,进行第一次破碎,输送至圆锥破进行第二次破碎筛分,>31.5mm部分经返料输送带送至圆锥破再次破碎,0-31.5mm碎石进入整形制砂一体机破碎整形,经风选筛分,形成3石(5-10mm,10-16mm,16-31.5mm)2砂(机制砂、石粉)输送至成品区储存。
整个机制砂生产线采用干法破碎制砂工艺,通过除尘器抑尘除粉和风选方式除去机制砂中大量粉尘,直至满足质量要求,其中石粉采用全封闭皮带机输送至石粉储存区。加工过程控制要点,重点在母岩分选及清洗、抑尘水量、风压除尘压力等几个方面。为实现效益最大化,通过生产数据统计,机制砂生产成品比例达到40%。
3.4智能控制与环境保护
机制砂加工场通过智能控制中心,还可以实现以下功能:
(1)绿色生产。通过加装PM2.5监测设施,当生产区域PM2.5超标时,智能控制系统将启动雾化空气炮、喷淋设备等降尘设备将进行自动喷淋、降尘。
(2)无人化生产。基本实现了生产区生产过程无人化、磅房过磅无人化。
(3)安全生产。通过加装监控探头,实时监控现场生产及设备运行情况,发现异常及时报警;并通过设置电子围栏,防止生产区生产过程无关人员的非法闯入。
(4)智慧用电。通过读取加工设备底层运行数据,合理规划用电、减少能耗。
3.4主要生产工艺参数
在选定破碎与制砂设备后,施工加工过程中影响因素,主要是母岩含水率、抑尘用水量、分选风压、制砂机筛孔尺寸等主要因素,影响机制砂成品质量和制砂效果。
(1)母岩含水率
直接影响分选效果,含水率过大或雨天加工,是干法加工的弊端之一,并根据天气变化及加工量,提前储备、清洗、暂存,确保含水率不过湿,影响除尘效果。
(2)抑尘用水量
是石粉含量控制、成品砂含水率的影响因素,也是环保施工的必要。实践经验证明,干法工艺,应控制合理的成品机制砂含水率,以确保机制砂不离析,确保使用效果。
(3)分选风压
风压是石粉含量控制的关键,是成品砂石粉含量控制的重要手段,当石粉含量高时,应适当调高风压以降低石粉含量;当石粉含量偏低或母岩洁净时,可适当降低风压以减少石粉产出、提高生产效率。
(4)制砂尺寸
为达到制砂效果细度模数为2.8-3.2,制砂筛孔尺寸宜为0.3-0.4mm,生产过程并根据磨损程度、成品砂细度模数的变化及时检查、更换筛网。
4、成品质量控制
4.1机制砂的颗粒级配范围
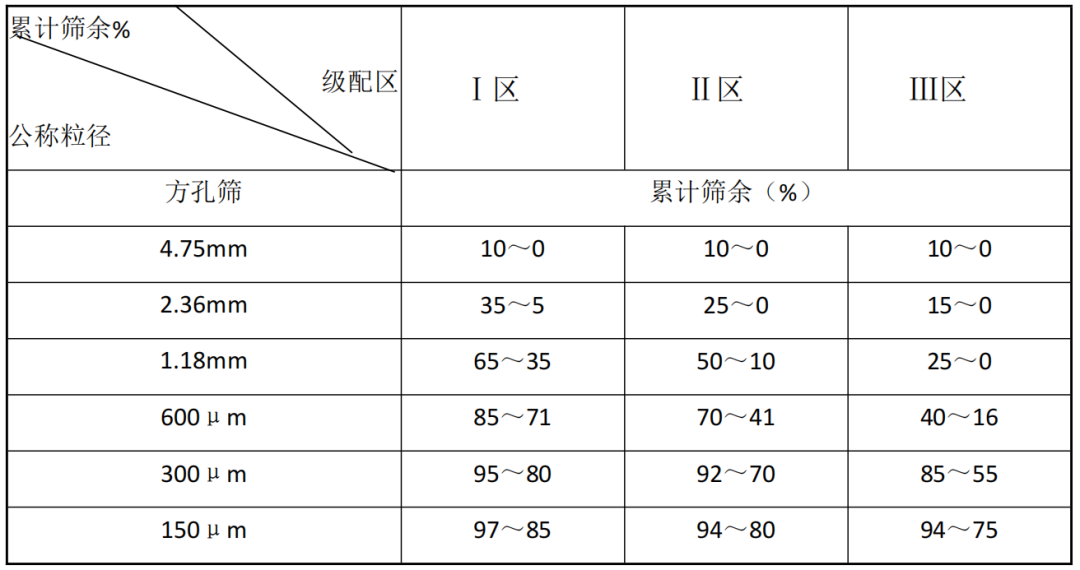
机制砂应经专门机组生产,并且级配合理、质地坚固、吸水率低、空隙率小。颗粒级配应符合 GB/T14684-2011 的规定,优先选用下表中机制砂Ⅱ区的颗粒级配范围。机制砂的实际颗粒级配除4.75 mm 和 600μm 筛档外,可以略有超出,但各级累计筛余超出值总和应不大于 5%。
表1 机制砂的颗粒级配范围
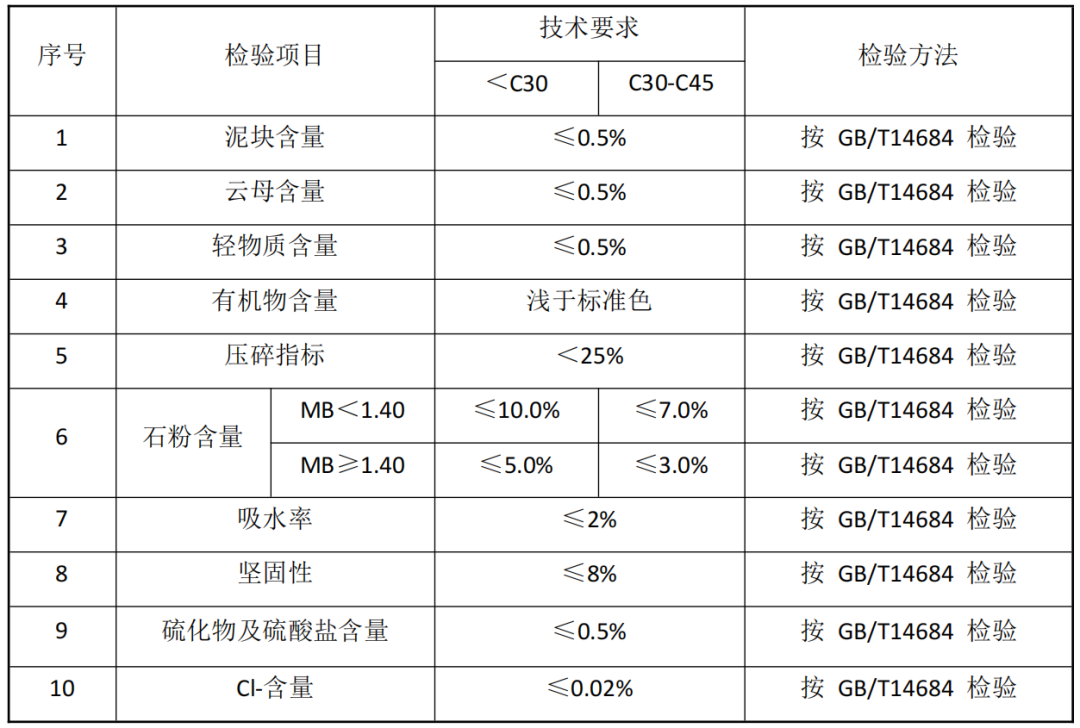
4.2机制砂的其它性能和检验方法依据
冻融破坏环境下,含泥量应不大于 2.0%,吸水率应不大于 1%。当机制砂中含有颗粒状的硫酸盐或硫化物杂质时,应进行专门检验,确认能满足混凝土耐久性要求时,方能采用。
机制砂的碱活性应先按《铁路混凝土用骨料碱活性试验方法 岩相法》TB/T 2922.1-1998对骨料的矿物组成和类型进行检验,再按《铁路混凝土用骨料碱活性试验方法 快速砂浆棒法》 TB/T 2922.5-2002 对骨料的快速砂浆棒膨胀率进行检验。机制砂的快速砂浆棒膨胀率应小于 0.30%。当机制砂的快速砂浆棒膨胀率大于等于 0.10%且小于 0.20%时,混凝土的碱含量应满足《铁路混凝土工程施工质量验收标准》TB10424-2018 的规定;当细骨料的快速砂浆棒膨胀率大于等于 0.20%且小于 0.30%时,除混凝土的碱含量应满足《铁路混凝土工程施工质量验收标准》 TB10424-2018 的规定外,还应对混凝土采取抑制碱—骨料反应的技术措施,并经试验证明抑制有效。
表2 机制砂的其它性能和检验方法依据
4.3场内质量控制
除日常对母岩进行检测外,机制砂生产过程中重要控制措施为过程质量检测及出厂检验。一是试生产工艺参数调整及成品检验。每工班生产前,应根据日常确定的生产参数进行试生产,试生产过程中,随时对机制砂成品质量进行检测,并反馈修正施工控制参数,每4h不少于1次,生产出现异常时,应立即进行抽检,发现问题,停止生产。二是建立内部出厂检验制度。机制砂加工场建立内部出厂检验制度,配置专门试验检测人员,并经培训合格,每工班对生产机制砂进行随机取样,对亚甲蓝、石粉含量、颗粒级配进行出厂检测,每三个月进行委外型式检验。
4.4成品质量
隧道可用洞渣石质多为砂岩、花岗岩,生产的机制砂主要指标控制在细度模数3.0±0.2、石粉含量7-10%、亚甲蓝值1.0-1.2,机制砂压碎值12%-16%,其他指标均满TB10424-2018中细骨料的要求。可考虑不同专业、不同强度与环境等级应用的需要,细度模数、石粉含量等成品参数均可以根据施工需求进行调整。
5、结论与建议
高速铁路工程加工机制砂应用成为必然趋势,干法生产具有成品砂级配与石粉含量可控的特点,且生产过程工艺绿色环保,推广前景可观。
(1)机制砂加工场应根据母岩岩性、强度、块石尺寸选择加工破碎工艺,工程弃渣洁净度较低,弃渣的利用需采取适当的除杂去土措施。
(2)加大了母材的差异性和复杂性,难以保证母材的质量及其稳定性,母岩分选、清洗环节是加工机制砂成品质量的重要前提保证。
(3)母岩含水率、洁净程度,分选风压、雾化喷水量、筛孔尺寸是干法加工机制砂砂的关键工艺参数,需根据实际情况确定。
(4)增加线上快速检测设备可减少场内控制工作量及工作效率,是产业化、智能化生产的趋势检测手段。
[参考文献]
1、《建设用砂》,GB/T14684-2011,中国国家标准化管理委员会,2011年
2、《铁路混凝土工程施工质量验收标准》,TB10424-2018,中华人民共和国行业标准,2019年2月
3、《铁路天然建筑材料工程地质勘察规程》,TB10084-2007,中华人民共和国行业标准,2007年8月
4、《铁路工程岩石试验规程》,TB10115-2014,中华人民共和国行业标准,2015年2月
5、《人工砂混凝土应用技术规程》,JGJ/T241-2011,中华人民共和国行业标准,2011年12月
6、《铁路机制砂场建设技术规程》,Q/CR9570-2020,中华人民共和国企业标准,2020年11月
7、工程弃渣制备砂石骨料技术研究和应用,《中国铁路》,2019年第8期,陈敬收
8、我国铁路工程机制砂混凝土应用现状及存在问题,《中国铁路》,2019年第8期,赵有明
作者简介:章国辉(1969-),男,安徽绩溪人,毕业于合肥工业大学岩土工程专业,本科,高级工程师。专业方向:试验检测。
分享:
中国砂石协会
2021年07月13日
- 会员企业
- 理事单位